anycubic i3 megaを買ったときに最初からついてきた黒いPLAフィラメントと、そのとき一緒に追加で買った材木色のPLAフィラメントを使っていましたが、なんか別のものを使ってみたくてamazonを見ていると、PETGっていうのを見つけました.PETってペットボトルのPETかなと思ったらその通りで、匂いは無いけど糸引きしやすいらしい.ABSもPLAに比べると匂いがあるとか糸引きしやすいとかソリが出るとか、そんなに簡単ではないようなので、ここはひとつ匂いが出ないっていうPETGを試してみることにしました.ペットボトルといえば透明が普通なので、フィラメントも透明のやつを買いました.
フィラメントが到着して、この質感ならこれだろうと、データを探してダウンロードして印刷してみると、
うーん、クリスタルスカルっぽくてイイ感じだ.でも、頭蓋骨の中で猛烈に糸を引いている.これは、いままで触ってこなかったスライスソフトの設定をいじらざるをえないだろう.
右側が何もいじらないで印刷したもの.糸引きがひどすぎて途中でやめました.左側はスライスソフトをいろいろ調整して調子がよくなったもの.やっぱりPLAのように標準状態でそこそこ上手に出来るわけでもないようです.
ソフトの設定をいじるときに最初にビビるのが、もし元に戻せなくなったらどうしようかっていうことですけど、標準で付いてきてそのまま使っている「Ultimaker Cura」というソフトはとてもよく出来ていて、デフォルト設定は破壊できないように守られているので安心です.
以下の使い方は私がとりあえず使えている方法ですけど、ちゃんとマニュアルとか読めばもっといい使い方があるのかもしれません.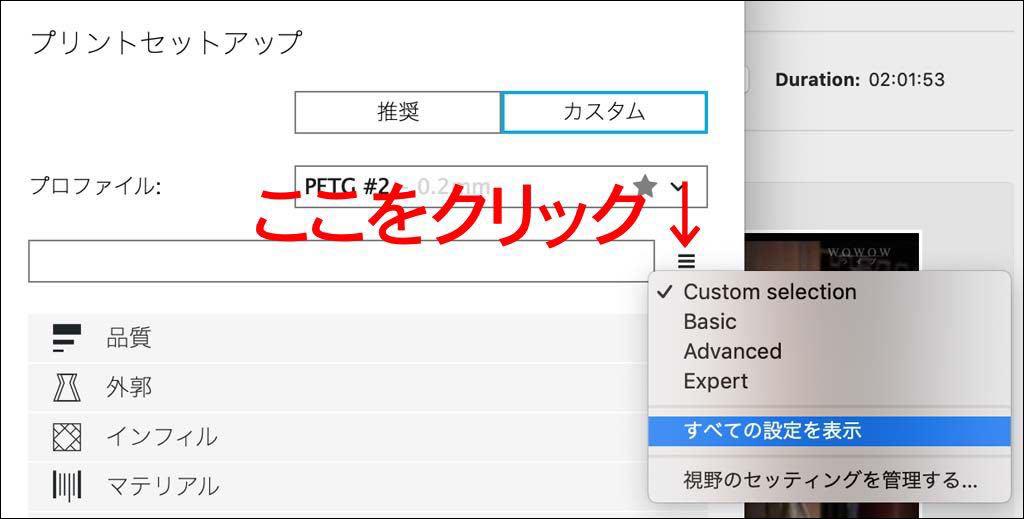
今までは左側の「推奨」っていうのを使ってきましたけど、右の「カスタム」っていうほうをクリックすると、たくさんの設定を変更できます.カスタムの中でも、Basic、Advanced、Expertとレベル分けがあって、設定できる項目が増えていきます.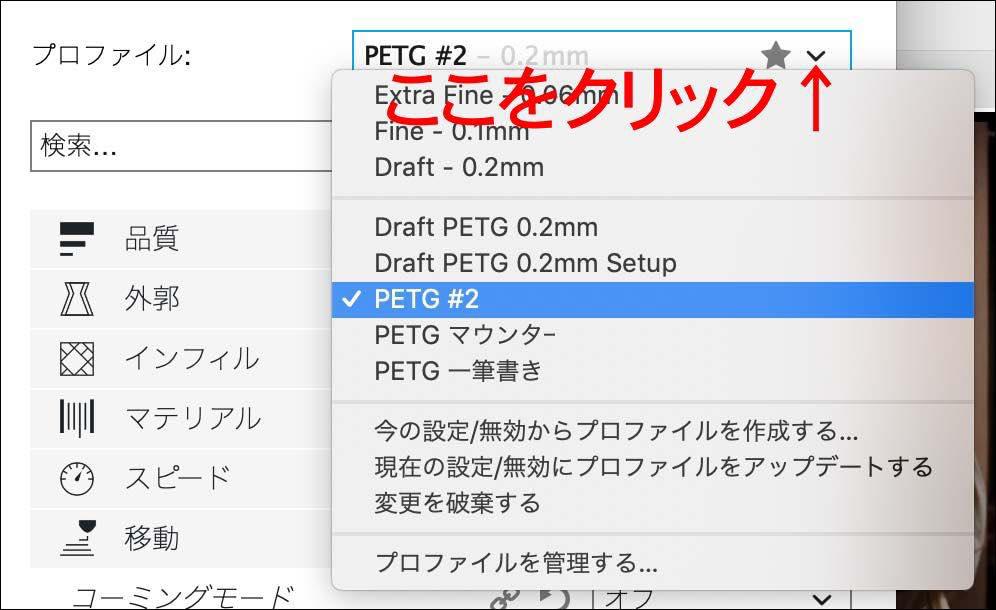
「プロファイル」というところをクリックすることで、新しい設定を作ったり、削除したり、変更したり出来ます.デフォルト設定であるDraftとかFineとかの設定を変更して、印刷してみて調子がよければその設定を別名で保存すると、そんな流れで使っています.設定を新しく保存するときには、下のほうにある「プロファイルを作成する」で、現在の変更をそのまま上書き保存するには「プロファイルをアップデートする」で出来ます.
変更したけど具合が悪いので元に戻したいっていうときには、いま選んでいる設定をもう一回選ぶと、こんな確認が.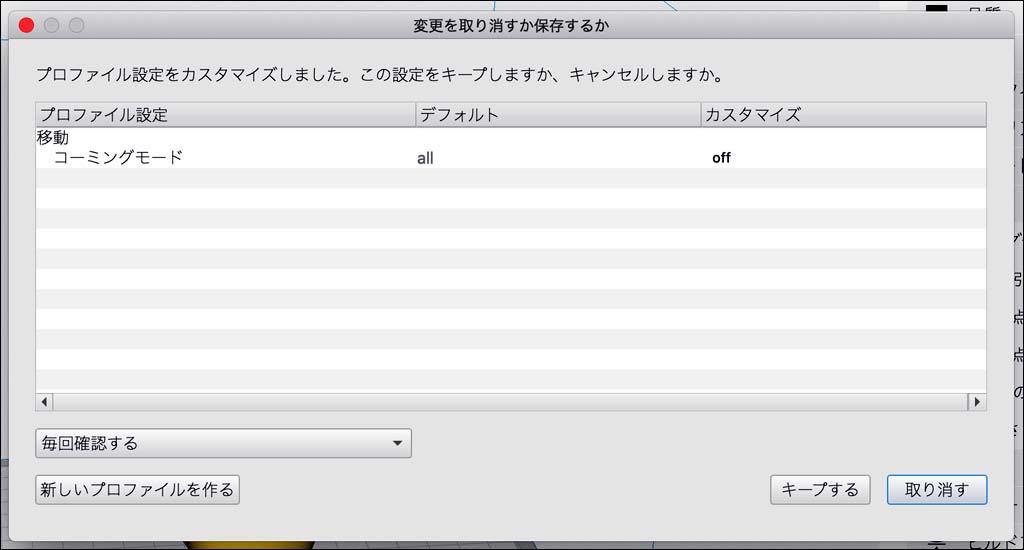
前回セーブしてあった状態からどこをいじったのかが表示されるので、内容を確認してから「取り消す」をクリックすれば、変更がキャンセルされて元の状態に戻ります.この仕掛けさえわかれば怖いものなしでいろんな設定を試してみることが出来ます.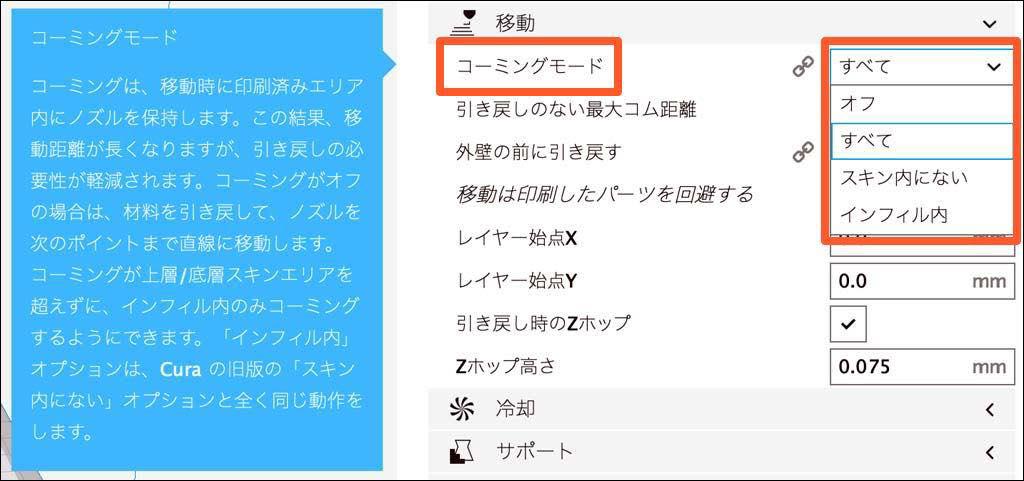
設定項目の近所でマウスカーソルをフラフラさせていると、親切に解説表示が出ます.専門用語が多くて意味がわかりにくいですけど、これのおかげで探検が非常に楽になります.いろいろいじってみて、最も変化が大きいと思ったのは、この写真の「移動」の中の「コーミングモード」と、下の写真の「マテリアル」の「引き戻し有効」でした.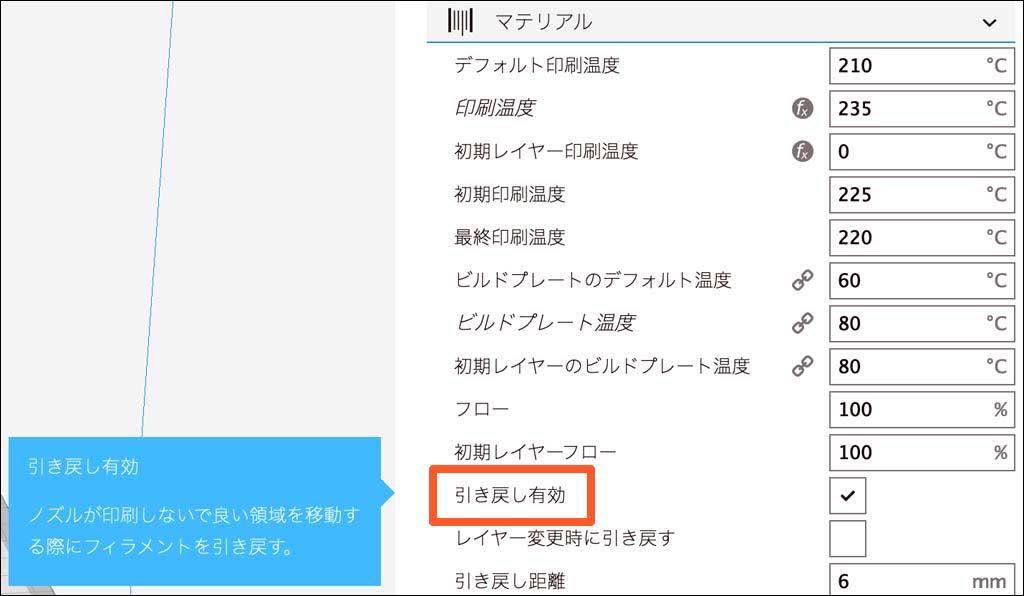
「移動速度」を遅くすると綺麗に出来るって話をよく見ますけれど、加速度のほうがが効くんではないかと思っていろいろやっていたんですが、けっきょく私の場合は「コーミングモード」と「引き戻し」の設定が一番影響ありでした.
もちろんこういうのは、使う材料とか、使っている環境とか、印刷する形状とか大きさとか、全部条件が違ってきますので、一概にこれが正解っていうのはないと思います.実際に私も、苦労してこれがベストっていう設定を見つけたと思っても、違う形状を印刷してみたら糸引きまくりっていうことが何回もありました.フィラメント送りのステッピングモーターが脱調する原因は繰り返し引き戻しをするためだと感じていたので、引き戻しは使わないようにしたかったんですけど、そうすると別のところに悪影響があったりして、もうホント泥沼にハマったみたいな状態です.
ベストの条件を詰めようと印刷したモデルたち.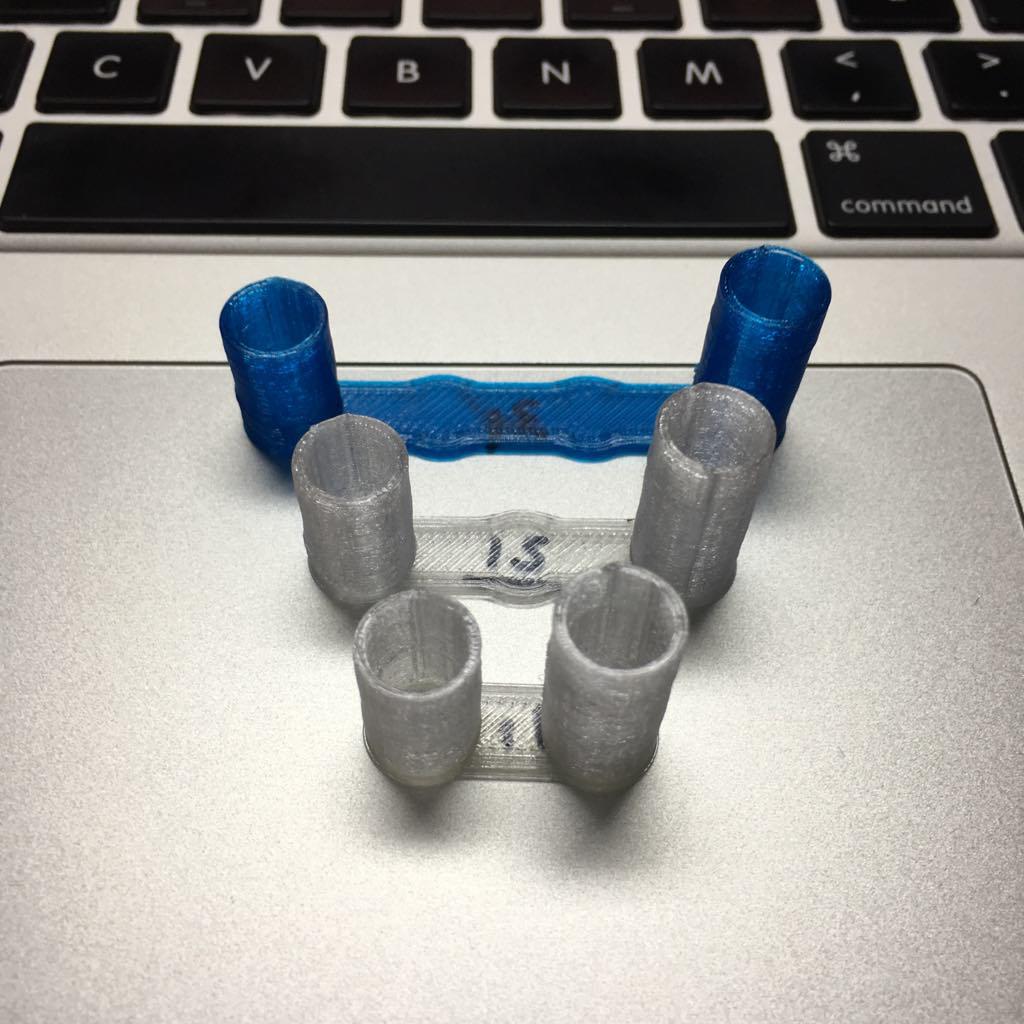
この形状なら絶対に糸引きするだろうと思ったのに、まったく糸を引かなかったり.
これは上下2種類の形状をそれぞれ3種類の設定で印刷したものです.下段の形状では明らかに真ん中の設定が一番汚いのですけど、その形状を横に二つ並べて印刷した上段では真ん中の設定で印刷したものが一番綺麗になってしまいます.上段の左なんて、指が底に届かないくらいゴミが出まくっています.
一生懸命に観察して、私なりに考えて、今はこう思っているというのを書いてみます.
私の使っている3Dプリンターは熱で樹脂を溶かして押し出しています.樹脂の出口は真鍮製で穴が空いているだけなので、明確に樹脂を止めることが出来ません.溶かしたチョコレートを絞って文字を書くような感じです.なので、ノズルが空中を移動するときに出発点から糸を引きます.さらに空中移動中にも樹脂が垂れ続けるので、着地点ではノズルの先にたまった樹脂が球状になって壁面に付着します.Z軸が上がっても同じところに着地を繰り返すと、次の付着は壁面ではなくて前回付着した球にくっつくので、それを繰り返すことで球が斜め方向に積み重なって枝のように成長します.その球から着地する壁面の間に糸を引くこともあります.これを軽減するには、空中移動距離が短くなる形状にすること、移動速度を速くすること、加速度を大きくすること、そして「引き戻し有効」にすること.
糸引きを軽減するために「コーミングモード」を使う方法もあります.コーミングをONにすると、できるだけノズルを印刷範囲内に保持してくれます.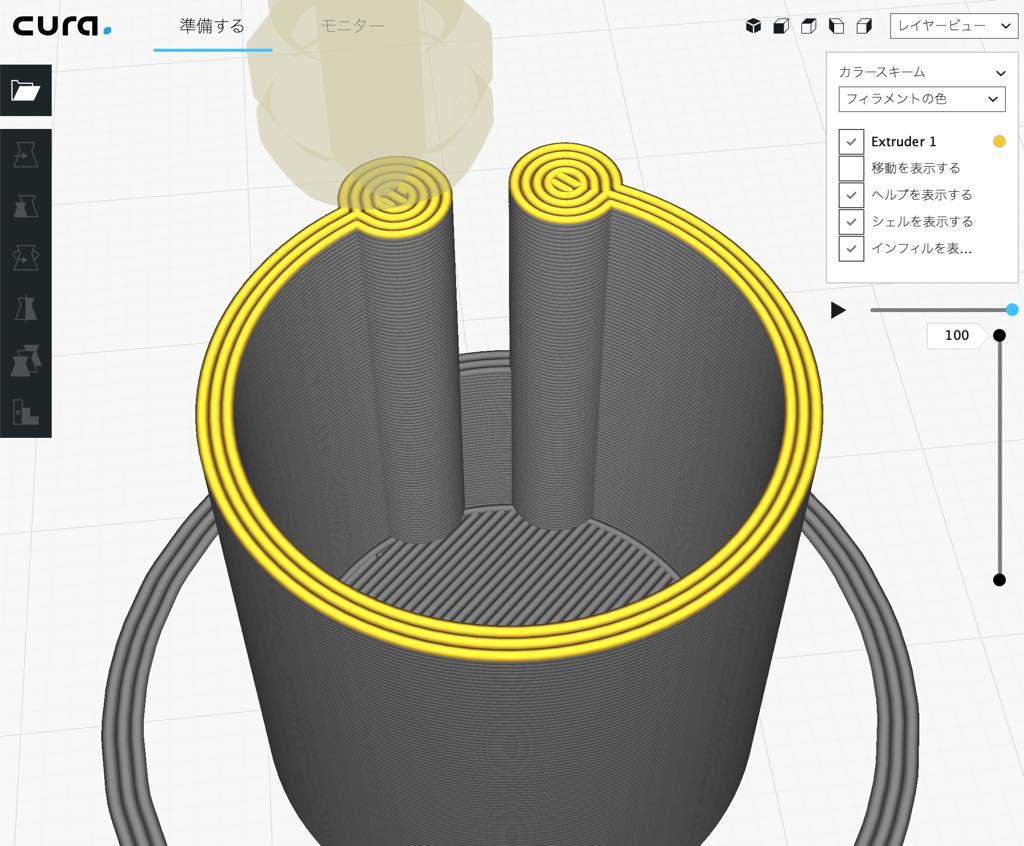
こんな形状を印刷をするときに、上端の円形の中央に一筆書き出来ない領域が残ります.コーミングがOFFだとどちらかを印刷したあとで空中移動をして反対側に移るので、そのときに糸を引く可能性があります.コーミングをONにすると、どちらかを印刷したあとで、ぐるっと下から回り込んで反対側の印刷をします.空中移動をしないので糸引きが出ないというわけですが、これはこれで問題になることがあります.下を回ることで外側に糸引きはしないけど、外側に糸引きをするはずだった樹脂をぐるっと引っ張ることになります.それが下の層と密着してくれればいいのかもしれませんけど、ノズルから出る樹脂の量は印刷すべしとして移動しているときよりは少ないので、きちんと密着しないことが多いです.そうすると、次の層を印刷するときにノズルがその部分をこすることで、ちゃんと密着していない樹脂をはがしてしまって、それを引っ張って糸になったり、それがノズルに付着するのを繰り返すことでノズル周りに溶けた樹脂がたまっていって、限界になったところで印刷面に垂れ落ちたりします.円筒形の印刷で空中移動が無いのに内側に引いている糸は、これが原因じゃないかと思います.
移動中に垂れる樹脂を出来るだけ下の層に密着させるために移動速度を遅くすると綺麗になるときもありますけど、逆に移動速度を出来るだけ速くして樹脂が垂れている時間を短くしたほうが綺麗になることもあります.コーミングOFFで空中移動させたほうが綺麗になることもあります.
コーミングOFFで空中移動をするときにはフィラメントの引き戻しを設定することが出来ますけど、コーミングONで印刷範囲内を移動するときには引き戻しを設定することは出来ないみたいで、樹脂が垂れ放題です.でまた、制御側は樹脂が垂れていないものとしてフィラメントの送り量を計算しているんだと思うんですけど、そうなると、移動完了していざ印刷とフィラメントを送っても、そのときには垂れて出てしまった分だけ樹脂が不足することになります.余分に垂れた樹脂は次の層を印刷するノズルに蹴散らされて糸になったり壁面から押し出されたりしますし、樹脂が足りない部分には空気が入って白く濁ります.
まあとにかく、どんなものも綺麗に印刷できる黄金設定なんて無いと思いますよ、ホント.もっと修行を積んで達人とかになると一発で綺麗に出来るんだろうか.
いろいろやって、今はこれくらいで精一杯です.
コメント