私のこのblogですが、最近まで一番アクセス数の多い記事は「Macmini Mid 2010の到着と分解と改造」というヤツでした.もう2019年なのに2010年のMacminiを使っている人がそんなにいるんでしょうか(そういう私がiTunesサーバーとして使っているMacminiを調べてみたら2009年モデルでしたけど).そんななか、やっと最近になって、3D プリンターに関する記事が、Macminiの記事を超えるようになってきました.3D プリンターの最初の記事を書いたのが去年の11月初めですので、それから4ヶ月です.2010年のMacminiを超えるのに4ヶ月もかかってしまいました.
3D プリンター関連で一番多い検索ワードが「PETG 設定」です.私もその場で適当に使えそうな感じの設定で印刷していましたし、ここら辺で一度きちんと調べてみることにしました.今回は「糸引き」は何とかならんのか、何とか出来るのか、詰めてみたいのですが、「糸引き」について検索すると「ノズルが移動するときにフィラメントが垂れているので、引き戻し制御をすると良い」っていう記述が多いです.どれくらい引き戻せば樹脂のタレを防げるのかとか、そういう具体的な数字は書いてありません.使っている条件によって全然違うので自分で調べろってことだと思うので、今回はそれを調べてみます.
条件を変えながら印刷をして出来上がりを比較します.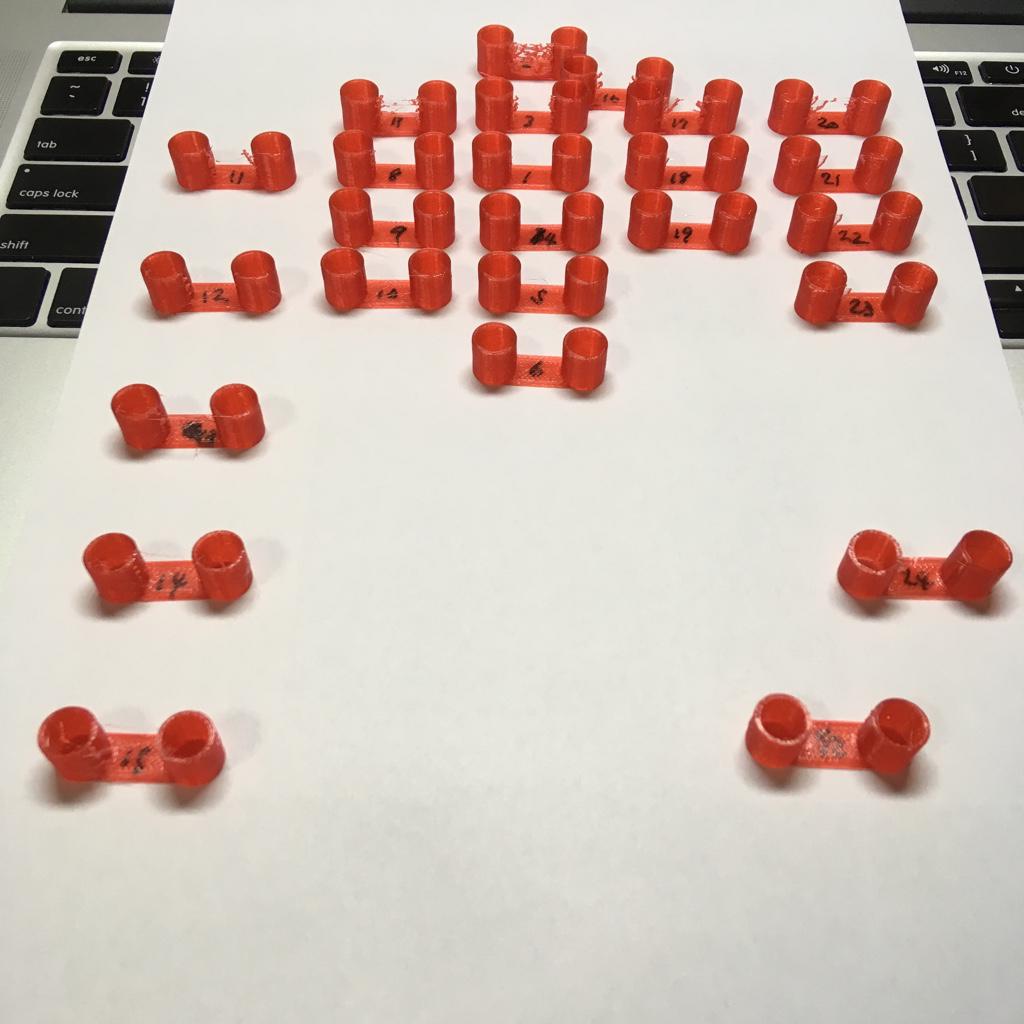
これで完成というわけでは無くて、もうこれ以上は面倒くさいし、時間もかかるし、いいやってところでやめました.
私の中では、糸引きというのは2種類あると思っています.
左側のは、ノズルから垂れた樹脂が糸を引いたもので、これは引き戻しで改善できると思います.右側のはノズルの周りに付いている樹脂が糸を引いたもので、これは引き戻しをしてもあまり効果はありません.ノズルに付着するゴミを何とかする必要があると思います.今回は、左側のようにノズルから直接垂れる樹脂の対策として引き戻しをするにあたって、一体どのくらい引き戻しをすれば自分は安心できるのか、その目安となる値を明確にします.
私の使っているスライスソフトCuraのデフォルト設定に「Draft-0.2mm」というのがありますので、それをスタートとして、設定を少し変えます.
- 品質:初期レイヤー高さ 0.3mmから0.1mmにする
- マテリアル:印刷温度 200°から230°にする
- マテリアル:ビルドプレート温度 60°から80°にする
- ビルドプレート密着性:スカートライン数 3から10にする
ここから、引き戻し量だけを変更して様子の変化を見ます.
上段の左が引き戻し量0mm、右が0.5mm、以下中段が1.0mm、1.5mm、下段が2.0mm、2.5mmです.これを見ると、0mmから1.0mmまでは変化が見られますが、1.5mm以降はほとんど同じような出来映えになっています.この条件では引き戻しは1.5mmあれば十分で、それ以上多く引き戻してもあまり意味は無いということになります.意外に短くても効くんだなって感じです.
次に、移動速度を変えます.移動中に樹脂が垂れるので、移動時間が長ければ垂れる量も多くなるはずで、それだけ余分に引き戻す必要があると考えられます.その様子を確認します.変えるのは移動速度のみで、他の印刷速度などは変更しません.
右側は先ほどの写真と同じもので、デフォルトの移動速度100mm/sです.左側は50mm/sに変更したものです.引き戻し量は、上から0.5mm、1.0mm、1.5mm、2.0mmです.移動速度半分ですからノズルが空中にいる時間が2倍になっているので、状態が2倍ひどくなるかと思ったんですがそうでも無くて、移動速度を半分にしても引き戻し量は1.5mmで十分で、それ以上多くしても変化は無いです.
次は、さらに移動速度を遅く25mm/sにします.今回も1.5mmくらい引き戻せばOKと思えたのですが、
一番右が移動速度100mm/s、真ん中が50mm/s、左が25mm/sです.引き戻し量は上から1.0mm、2.0mm、3.0mm、4.0mm、5.0mmです.ゴミが付いていて見えにくいのですが、25mm/sの場合は引き戻しをいくら多くしても樹脂ダレによる枝のようなものが消えませんでした.引き戻し1.0mmより2.0mmのほうが改善しますが、以降5.0mmまでほとんど様子は変化しません.低速の移動の場合、何か別の要因があって、引き戻しだけでは対処できない樹脂ダレがあるようです.
ここで一度、条件を元に戻したら印刷の状態も元に戻るかどうか確認をします.条件を戻しても同じ状態にならないのであれば、条件を変えて状態の変化を観察しても意味が無いことになりますので.
左が以前に印刷したもので、右側がそれに合わせた条件で印刷したものです.移動速度が100mm/sで引き戻し量は0.5mmです.まあ、ほぼ同じ状態に戻っているといっていいでしょうかね.
つぎは温度を変えてみます.高温で印刷すると樹脂が垂れやすいっていいますので、その様子を確認します.
左側が印刷温度230°で、右側が印刷温度240°です.引き戻し量は上から0.5mm、1.0mm、1.5mmです.高温のほうが若干状態が悪くなっているようにも見えるんですが、それでも引き戻しが1.5mmになると、様子はほぼ変わらなくなります.
高温になってもあんまり影響はないのかなと思いつつ、印刷温度を250°にしてみます.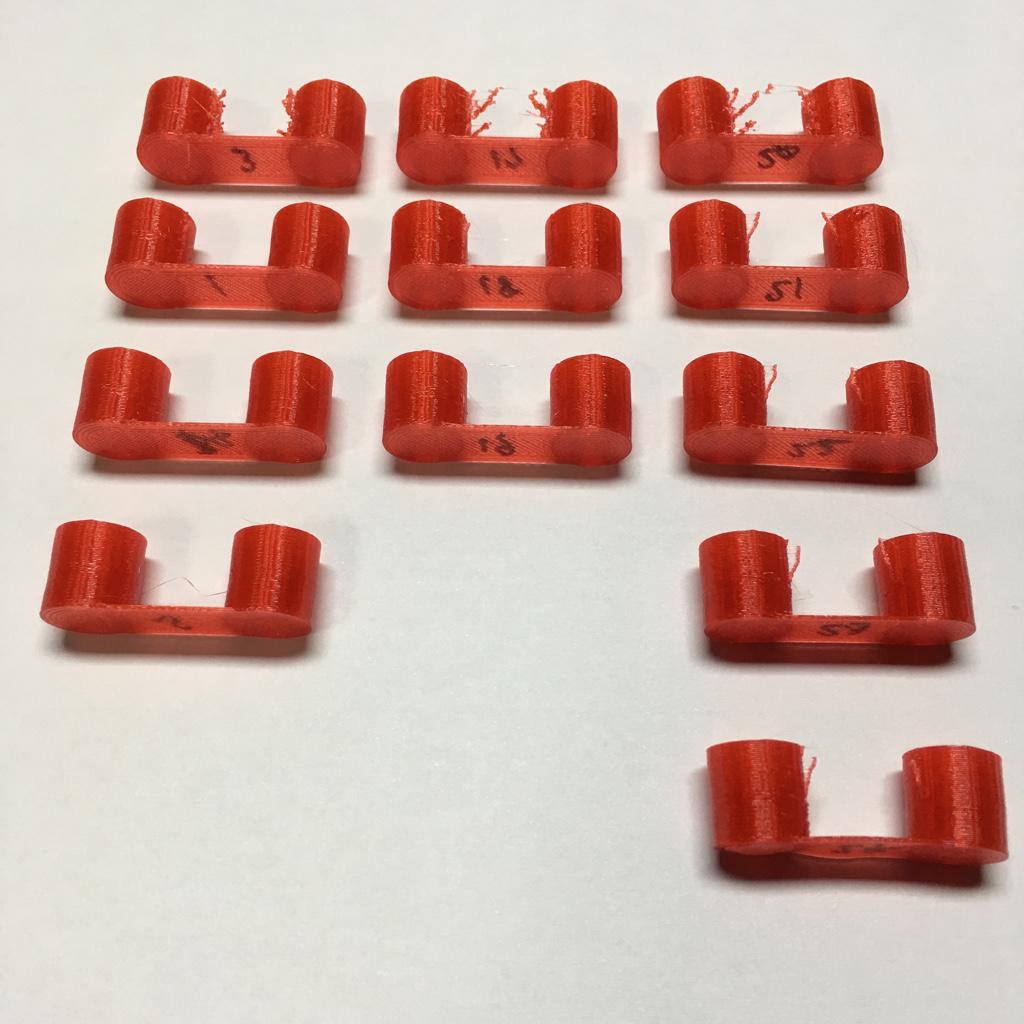
左が印刷温度230°、真ん中が240°、右が250°です.引き戻し量は上から0.5mm、1.0mm、1.5mm、2.0mm、最後が4.0mmです.これを見ると、250°では引き戻し量0.5mmより1mmのほうが改善はしていますが、それ以降4.0mm引き戻しても変化無しですね.なんてこったい.これも、私の考えの及ばないような別の要因があるのでしょう.
ということで、私の家で私の3Dプリンタを使ってという条件ですが、PETGの印刷をするなら、印刷温度は230°から240°くらいで、移動速度は50から100mm/sくらいで、引き戻し量は2mmもあれば十分だってことがわかりました.それでも糸を引いたり枝が生えたりするときには引き戻しではなくて別の要因を探れと、そんな感じですね.やみくもに引き戻し量を増やすと、その場でヘッドが停止する時間が増えることになるので、それはそれで悪影響が出そうですし.
次はいつになるかわかりませんけど、PETGを使うときにノズルの周りに付くゴミ由来の細かい糸引きの対策とかあるのかどうか調べてみたいです.
tentan
はじめまして、私も最近anycubicMegaXを購入してPETGの設定にどはまりしております。いろいろ設定をいじりすぎて何が影響しているのか訳が分からなくなって、こちらのブログにたどり着き参考にさせていただいております。ウィンカーレンズなどのクリアパーツを作りたくて、クリアのpetgと格闘しておりますが、そもそもこのタイプの3Dプリンターでクリアパーツは作れるのかどうか疑問に感じてきております・・・。フィラメント使い切るまでは続けようと思いますが。。
今後も楽しみに拝見させていただきます。
korukoru2
はじめまして、コメントありがとうございます.
PETGの設定、難しいですよね.PETGでクリアパーツということですが、どの程度のクリアさを想定しているかにもよりますけど、成形品のような透明さは3Dプリンターではなかなか難しいのではないでしょうか.普通に印刷しただけでは、どうしても隙間が出来たり小さな気泡が入るので、磨りガラスのような曇った感じのモノしか出来ないと思います.